Plaque froide FSW (Friction Stir Welding)
La soudure FSW (Friction Stir Welding) est un process utilisé par Atherm pour la fabrication de plaques à eau.
En se basant sur les fondamentaux de la technologie et sur ses propres savoir-faire Atherm designera les fonctions thermiques adéquates qui permettront d’atteindre les performances désirées. A l’issue du développement, Atherm prototypera et fabriquera en série la plaque froide la mieux adaptée à votre cahier des charges.
Les plaques à eau soudées par FSW peuvent facilement remplacer certaines plaques froides brasées sous vides ou à tubes sertis.
fsw-cold-plates

fsw-cold-plates
Les principes du FSW
La soudure par FSW (Friction Malaxage) est un procédé de soudure « pateux » permettant de lier deux pièces métalliques sans atteindre le point de fusion du métal. Il a été inventé en 1991 par The Welding Institute (TWI) de Cambridge, au Royaume-Uni Le FSW est particulièrement utile pour assembler des alliages « aéronautiques » à haute résistance ainsi que d’autres matériaux difficiles à souder à l’aide des techniques de soudage traditionnelles.
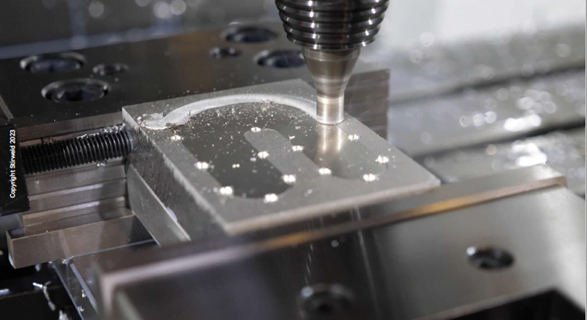
Lors de la soudure par Friction Malaxage, l’outil constitué d’un pion en carbure de tungstène tournant à très haute vitesse, est plongé dans les parties à souder. L’outil se déplace ensuite le long du joint de soudure en générant un échauffement par friction qui permet de ramollir le metal et réalise le malaxage des pièces entre elles pour former un cordon de soudure solide après refroidissement.
- Les deux pièces à souder sont positionnées en contact l’une avec l’autre et sont fermement maintenues en place (bord à bord ou recouvrement).
- L’outil, tournant entre 400 et 3500 tr/mn, pénètre dans le métal et se déplace ensuite le long de la ligne de joint à des vitesses allant de 10 à 100 mm/mn).
- L’outil est constitué d’un pion et d’un épaulement. Le pion pénètre dans la matière en chauffant jusqu’à ce que l’épaulement se retrouve en contact avec les pièces à souder.
- La pression doit être suffisante afin que la chaleur générée par la friction entre l’outil et les pièces à souder puisse ramollir la matière sans atteindre le point de fusion de celle ci.

Avantages des plaques à eau FSW
la soudure FSW a de nombreux avantages par rapport aux techniques de soudure traditionnelles pour la réalisation des plaques à eau. Elle permet de réaliser des cordons de soudure présentant une bonne résistance mécanique et tenue en fatigue. Il est également possible de souder des métaux hétérogènes. la soudure FSW permet également de réduire la zone affectée par la chauffe en comparaison avec les modes traditionnels de soudage, permettant ainsi de réduire les déformations et améliorer la staibilité dimensionnelle.
PERFORMANCE THERMIQUE ELEVEE
PROCESS AISEMENT ADAPTABLE
COUTS DE DEVELOPPEMENT REDUITS
2 à 10 fois moins chère que les process existants
REPETABILITE ET FIABILITE ELEVEES
TECHNOLOGIE MATURE
AUCUN TRAITEMENT THERMIQUE NECESSAIRE
RESISTANCE MECANIQUE ELEVEE COMPAREE AUX PLAQUES A EAU BRASEES
POSIBILITE DE SOUDER ALUMINIUM ET CUIVRE
PETITES ET GRANDES SERIES

A partir d’une base en aluminium et d’un couvcerle, il est facile de fabriquer une pièce pour le management thermique par circulaiton de liquide.

Exemples d’applications de plaques froides FSW
la soudure FSW est largement utilisée en aéronautique pour assembler des pièces en aliminium, titane ou autres alliages à haute caractéristiques mécaniques. Elle est également employée dans l’industrie automobile, l’industrie de la mobilité (refroidissement de batteries), la construction navale et tout autre secteur de métier nécessitant des soudure de haute qualité.
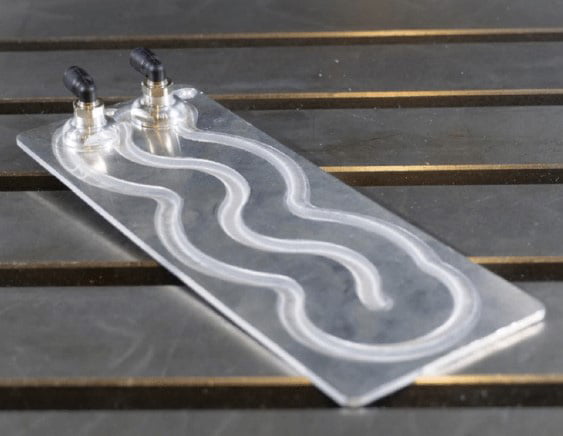
Plaque froide FSW faible épaisseur
Epaisseur totale 3mm
Process de soudure : transparence, 3 tôles ép 1mm
Pression admissible: 9 bars

Plaque à Eau FSW standard
Dimensions 200 x 50 x 20mm
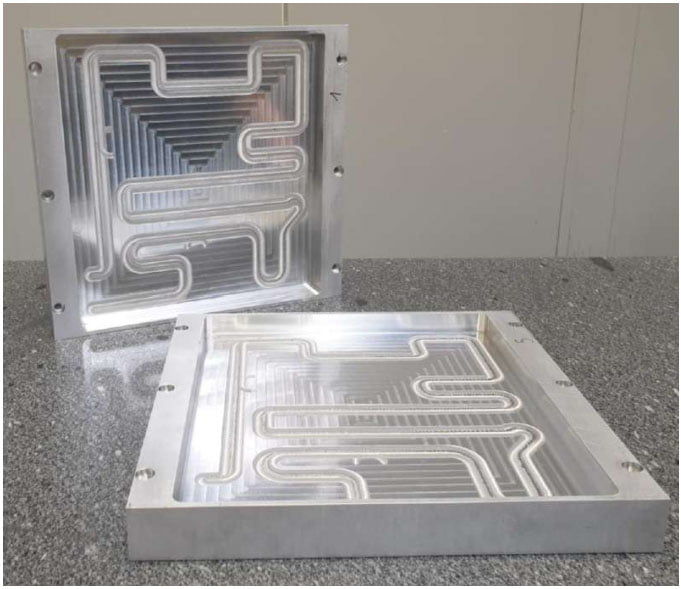
Plaque froide FSW grandes dimensions
500 x 500 x 60mm
Alliage: 6061T6
Canaux de refroidissement complexes
Nos Machines pour la Soudure par Friction Malaxage
CUCN / MAZAK VC SMART 530 C / 3 axes / table : 1300x550 - courses X= 1050 Y= 530 Z= 510
CUCN / CHIRON FZ18 / 3 axes, palettisé / courses X= 630 Y= 400 Z= 400
CUCN / CHIRON FZ12 / 3 axes, palettisé / courses X= 550 Y= 300 Z= 280
CUCN / DMG 103 / 3 axes / courses X= 1 030 Y= 600 Z= 600
CUCN / DMG 635 / 3 axes / courses X= 635 Y= 500 Z= 400
